
1
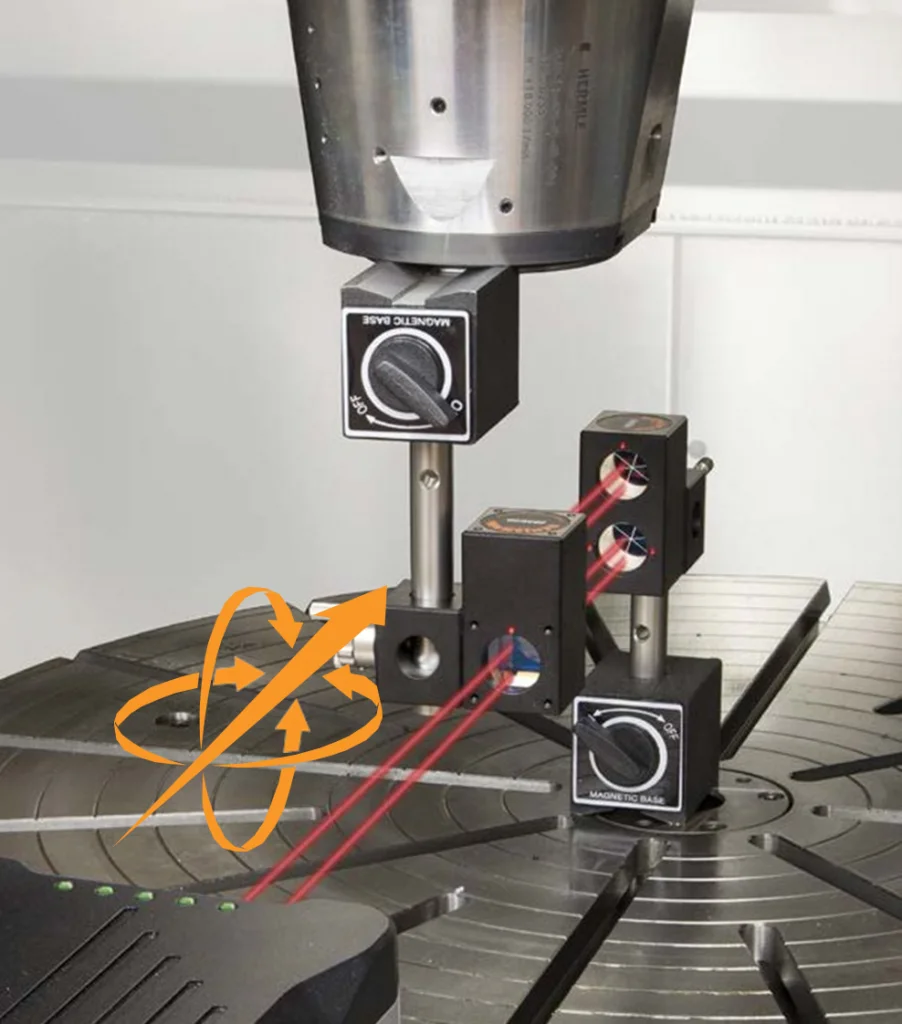
Линейное измерение
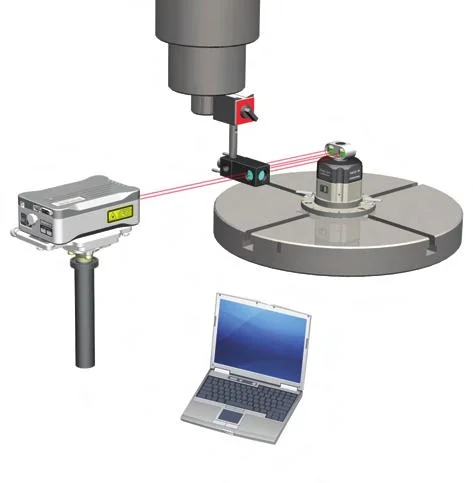
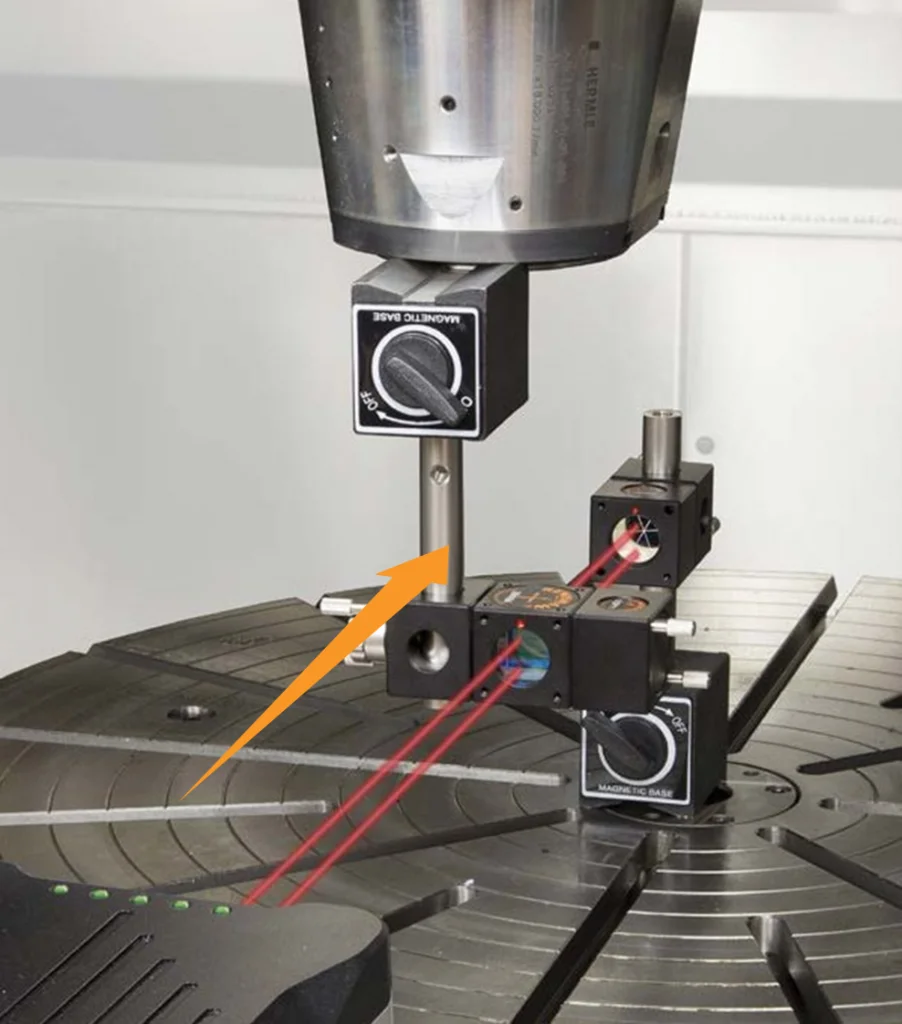
При монтаже по линейной схеме измеряется точность координатного перемещения вдоль оси. Система сравнивает движение, заданное в системе ЧПУ станка, с тем, что измеряется с помощью лазера.
- Точность позиционирования при линейном перемещении
- Построение графиков повторяемости координаты
- Формирование компенсационных таблиц для ЧПУ
Точность: ±0,5 мкм/м | Разрешение: 1 нм