


 AKYAPAK AHS 20/16 фото")
 AKYAPAK AHS 20/16 фото")
 AKYAPAK AHS 20/16 изображение")
 AKYAPAK AHS 20/16 изображение")


Турция
- Гарантия: от 12 месяцев
- Проводим пусконаладочные работы и обеспечиваем постгарантийное обслуживание
- Предоставляем удаленную техподдержку и выезжаем бригадой при экстренной поломке
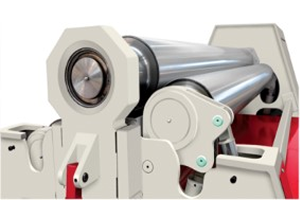
Четырехвалковый гидравлический листогибочный пресс серии AHS производства Akyapak предназначен для цилиндрической и конической гибки заготовок из листового металла. Данный станок используется для изготовления цилиндрических и эллипсообразных обечаек, конусов разнообразных диаметров.
Мощная станина гидравлического валкового листогиба представляет собой сварную конструкцию из стали ST-52. Надежный зажим листа между верхним и нижним валками не позволяет листу смещаться и выскальзывать во время гибки, что позволяет получать полный цилиндр за одну прокатку. Нижний и верхний валки приводятся в движение с помощью гидравлического двигателя и редуктора, независимо друг от друга. Гибка и подгибка листа осуществляется боковыми валками, которые перемещаются по планетарной схеме. Операция подгибки возможна без извлечения заготовки из станка. Планетарные направляющие позволяют гнуть металл с огромной силой, а гидравлическая откидная опора верхнего валка упрощает извлечение готового изделия.
На случай аварии предусмотрена аварийная блокировка всего станка. Аварийная кнопка расположена на лицевой части станка и на панели управления.
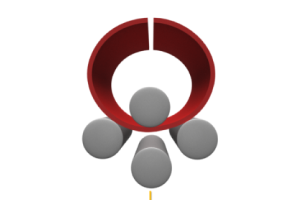
ПЛАНЕТАРНЫЕ НАПРАВЛЯЮЩИЕ
В 4-валковых листогибочных прессах Akyapak используется система планетарных направляющих, которая обеспечивает качественную подгибку кромок при меньшей мощности. Поскольку нижние валки подходят к верхнему валку под более широким углом, то на подгибку плоских концов требуется меньшее усилие, что позволяет экономить энергию. Таким образом, система планетарных направляющих обеспечивает качественный предварительный подгиб при меньшей мощности.
Система планетарных направляющих не нуждается в смазке, поскольку не имеет трения и изнашивания линейных направляющих, и поэтому прокатка не влияет на систему.
Такая система требует меньших затрат на техническое обслуживание и, следовательно, гарантирует меньшее время простоев, сохраняя при этом прочную конструкцию корпуса станка даже при самых малых диаметрах прокатки.

ВАЛКИ
Валки физически отклоняются под действием нагрузок, возникающих во время прокатки, поэтому валки оснащаются коронкой для компенсации физического прогиба.
По запросу могут быть изготовлены удлиненные валки для гибки различных профилей.

ПОДШИПНИКИ
Все валки установлены на роликовых подшипниках. Роликовые подшипники способны выдерживать экстремальные нагрузки. Они используются в конических перемещениях валков благодаря своей способности углового перемещения.
Высокая точность и долговечность обеспечивается даже в жестких условиях эксплуатации.
Благодаря использованию роликовых подшипников уменьшается сила трения и, таким образом, сокращается потребление энергии. Это означает, что движущая сила не уменьшается за счет сил трения, а вся мощность используется для придания нужной формы заготовке.
ПРИВОД ВАЛКОВ
Нижний и верхний валки приводятся в движение гидравлическими двигателями через редуктор с планетарной передачей. Планетарный редуктор соединен непосредственно с осью валков. Таким образом, усилие передается на лист без потери мощности.
Приводная система имеет гидравлический тормоз с мгновенной остановкой, который обеспечивает безопасность, предотвращая неожиданные движения при подгибке кромок.
ПАРАЛЛЕЛЬНОСТЬ ВАЛКОВ
Параллельность валков на станках Akyapak основана на одновременном перемещении двух отдельных гидроцилиндров с помощью механической синхронизации. В этой системе гидравлические поршни соединены торсионным валом для синхронизации их перемещения.
Такая система поддержания параллельности валков обеспечивает работоспособность в течение длительного срока эксплуатации без какой-либо регулировки или технического обслуживания.
Параллельность нижнего валка также работает с той же системой. Нижний валок должен оставаться как можно более устойчивым во время сжатия материала, а также во время предварительного подгиба, и не должен опускаться. В противном случае, после предварительного изгиба длина прямого участка по краям листа будет слишком большой.
КОНСТРУКЦИЯ КОРПУСА
В конструкции используются специальные штифтовые соединения для разгрузки станины во время процесса гибки. Также в креплениях штифтов предусмотрены поддерживающие устройства для увеличения их срока службы и распределения равномерной нагрузки. Конструкция крепления штифтов позволяет избежать деформаций в местах креплений, увеличить точность управления.

панель управления

цифровой дисплей

ДВОЙНАЯ СКОРОСТЬ ВРАЩЕНИЯ

ПРОКАТКА КОНУСА
в стандартную комплектацию станка. Благодаря продуманной конструкции станины станка и откидной опоры верхнего валка, конусная прокатка может выполняться даже при очень малых диаметрах. Конусное и параллельное положение валков можно легко контролировать при помощи
панели управления.
ВНИМАНИЕ: Производительность конусной прокатки составляет половину от обычной, в зависимости от угла конуса.
ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ КАЛИБРОВКА

ГИДРАВЛИЧЕСКАЯ СИСТЕМА
рабочих валков. Гидравлический бак изолирован от внешних воздействий, чтобы гидравлическое масло оставалось чистым. В связи с работой в закрытой среде уровень масла в баке контролируется электрическим датчиком. Обратный фильтр (при необходимости напорный фильтр) обеспечивает чистоту масла.
Система трубопроводов спроектирована таким образом, чтобы минимизировать потери давления, максимально упростить процесс сборки-разборки, при этом обеспечив наилучшую герметичность. Система гидравлической защиты от перегрузок обеспечивает поддержание гидравлического давления на безопасном уровне.

ЭЛЕКТРИЧЕСКАЯ СИСТЕМА

ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ
- ПЕРЕМЕННАЯ СКОРОСТЬ ВРАЩЕНИЯ
- ЦЕНТРАЛЬНАЯ ПОДДЕРЖКА
- БОКОВАЯ ПОДДЕРЖКА
- СТОЛ ПОДАЧИ МАТЕРИАЛА
- СИСТЕМА ОХЛАЖДЕНИЯ МАСЛА
- СИСТЕМА УПРАВЛЕНИЯ:
- Контроллер АК 300 NC
- Система ЧПУ AK 400 CNC
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Akyapak AHS 20/16: |
||
|
Наименование |
Ед.изм. |
Значение |
|
Рабочая длина |
мм |
2100 |
|
Максимальная толщина листа |
мм |
с подгибкой – 16 |
|
без подгибки – 20 |
||
|
Количество валков |
шт. |
4 |
|
Мощность двигателя |
кВт |
15 |
|
Минимальный диаметр гибки (три диаметра верхнего валка) |
мм - Ø |
900 |
|
Верхний валок |
мм - Ø |
300 |
|
Нижний валок |
мм - Ø |
270 |
|
Боковые валки |
мм - Ø |
210 |
|
Длина |
мм |
4535 |
|
Высота |
мм |
1490 |
|
Ширина |
мм |
1730 |
|
Вес (только станок) |
кг |
6900 |
|
Питание станка |
В/ф/Гц |
380/3/50 |
|
СПИСОК КОМПЛЕКТУЮЩИХ* |
|
|
Главный двигатель |
VOLT Elektrik Motorlari (Турция) / ELK Motor (Турция) |
|
Гидромотор |
M+S Hydraulic (Болгария) |
|
Гидравлические клапана |
PARKER (США / Германия) |
|
Редуктор |
Bonfiglioli Riduttori (Италия) / AKYAPAK (Турция) |
|
Электрокомпоненты |
SIEMENS, PARKER, DELTA, OMRON |
|
Манометры |
PAKKENS (Турция) |
|
РВД |
WINMAN (Турция) |
|
Индуктивные датчики |
EMAS (Турция) |
|
Энкодер |
OPKON (Турция) |
|
Датчик линейного положения |
OPKON (Турция) |
|
*Завод AKYAPAK оставляет за собой право по замене комплектующих на аналоги. |
|
|
КОМПЛЕКТАЦИЯ СТАНКА: |
|
Четырехвалковый гидравлический листогибочный пресс AHS 20/16 в сборе. |
|
Устройство конической гибки. |
|
Валки с индукционной закалкой. |
|
Корпус станка изготовлен из стали ST-52. |
|
Передвижной пульт управления. |
|
Цифровой дисплей для боковых валков. |
|
Функция двойной скорости вращения. |
|
Функция электрогидравлической калибровки. |
|
Трос безопасности вокруг станка. |
|
Верхний валок оснащен гидравлической откидной опорой. |
|
Инструкция по эксплуатации и техническому обслуживанию станка на русском языке. |
|
Документация (инструкция) на систему управления на русском языке. |
Оставьте заявку
Перезвоним в течение рабочего дня. Обсудим задачи, найдем оптимальное решение и запланируем работы.
Будем на связи!
